

Installing an AFM® Filter Unit allows manufacturing facility to recycle 500,000 Litres of water safely, in less than 8 months
SUMMARY
Due to an expansion, new machinery & processes, our clients’ water consumption was increasing.
They relied on a steam boiler (running 24/7) to operate most of their machinery and had previously installed a coarse filter to recycle the water from the condensate line. However, after carrying out water sampling our engineer noticed that the recycled water was not clean or safe. The recycled water still contained suspended solids which could cause serious issues with the steam boiler if not rectified.
Our clients asked if there was an alternative, safer solution which could fulfil the new water demands and we recommend installing an AFM® Filter (Activated Filter Media). These filters come in various sizes depending on your site, the AFM® is an inert, amorphous aluminosilicate (glass) made by recycling green and brown glass bottles. The full unit offers a stable 1-micron filtration rate without flocculation, lower operating cost and less backwash water used.
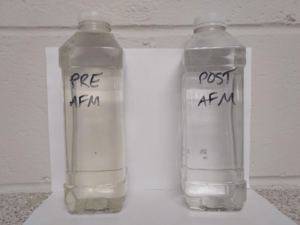
The Filter was installed, commissioned and programmed in April 2022. Our engineer noticed the difference in water quality immediately when the first round of samples were taken. As of October 2022 the site has recorded 500,000L of water has been recycled safely within in the system.
WHERE
Manufacturing Facility in Co. Cavin
OVERVIEW
Our clients rely on their steam boiler to ensure their facility is fully operational. After expanding their building and increasing the number or plant and equipment on site their water consumption increased.
To help with the increased water flow they decided to recycle the water from the condensate line to put back through the steam boiler. While this was a good plan the coarse filter installed was not sufficient for the job.
Our engineer was carrying out routine sampling in could visibly see that the recycled water was not clear, suspended soils were still in the water which was being put back into the system. If not rectified this could have damaged the system and caused massive issue at a later stage as the dirty water was already starting to clog the filters.
After speaking with our clients, we recommended that an AFM® Filter unit was set up as this a high performing filtering system with long lasting results.
- The filter media is made up of broken green/ brown glass which has mechanical filtration up to 1μm particles (95% removal)
- Adsorption of organic substances including Hydrocarbon and Microplastic
- Increased surface area for superior filtration, the large surface area provides for superior mechanical filtration
The filter unit size was agreed and installed. We then commissioned and programmed the unit to ensure maximum efficiency.
Positive results were immediately noted, suspended solids is a minimum of >95% removal.
Site have also been keeping record of water usage and they have advised us 500,000 Litres of water has safely been recycled into their system.
At the time site did not have a cost of water analysis in place so no monetary figure could be put on the Filter system, however condensate steam is the costliest type of water to produce on site so payback time on the unit would be quite quick.
Saving water, time and money.
WHAT WAS DONE?
After it was realized the water being recycled was not fit for purpose our clients and ourselves sat down to discuss other options to help the systems cope with the increased water consumption while trying to recycle as much as possible to help the environment and save on time, labour and costs.
We recommended an AFM® Filter unit was installed so that the water in the condensate line could be thoroughly filtered and put back through the system.
- 3 different quotes were sent, all for different sizes of units. Once agreed on size and price the system was ordered.
- Within a month the unit was installed, without any disruption and no downtime
- The unit was commissioned and programmed accordingly
We started to notice the difference in water quality immediately. Visually the water clearer and passing through the filtering system with ease.
Full training was provided to maintenance staff.

CONSIDERATIONS
- The steam boiler is an integral piece of equipment in the facility and so we had to ensure it remained operational at all times
- All maintenance staff has to be fully trained on the new unit and how the process works
- There are further plans for expansion so consideration had to be taken for this
RESULTS
We were delighted to be able to provide our clients with a relatively simple solution to their problem. Within a month of confirming what filter was required, our clients were able to recycle water in a safe manner meaning their steam boilers’ lifespan will be elongated.
We were able to help our clients recycle over 500,000 Litres of water within 8 months, this water would have been going down the drain and wasted otherwise.
CONCLUSION
It is important, especially in this climate, that everything that can be done to recycle water is done but this must be done safely. By installing the AFM® Filter Unit our clients were able to recycle a substantial amount of water safely so that an increased water consumption can be accommodated.
It is particularly important that steam boilers use the best quality water due to their importance. You should always speak your water treatment consultants when you are looking to make changes to your water systems or if you are trying to improve its’ efficiency.



